Complying with Global Standards for Medical Cold Storage
Medical Refrigeration Panels: Ensuring Safe Storage in Healthcare
Introduction: Medical Refrigeration Panel
A medical refrigeration panel is crucial in building cold storage systems specifically designed for healthcare environments. These panels maintain optimal temperatures for storing sensitive medical products, such as vaccines, blood, and pharmaceuticals. If these materials are stored improperly, their integrity can be severely compromised. Therefore, medical refrigeration panels must offer superior insulation and precise temperature regulation.
The healthcare industry heavily relies on accurate temperature control to ensure the safety and efficacy of these critical products.
Standards for Medical Cold Storage Using Medical Refrigeration Panels
Medical cold storage systems utilizing medical refrigeration panels must comply with stringent standards to maintain the efficacy of stored medical products across different regions, including the U.S., Europe, and China.
- Temperature Control: Precise temperature management is critical, typically ranging from 2°C to 8°C for vaccines and even lower for other sensitive materials. These panels provide superior insulation to stabilize internal temperatures.
- Regulatory Compliance:
- United States: Medical refrigeration panels must adhere to the U.S. Pharmacopeia (USP) Chapter <1079>, which mandates strict temperature controls and pharmaceutical monitoring. The FDA Guidance for Industry also sets forth storage conditions and record-keeping requirements.
- Europe: Panels must meet standards such as EN 15664, which outlines performance requirements for refrigeration equipment, and comply with the EU Guidelines on Good Distribution Practice (GDP), emphasizing temperature monitoring and documentation.
- China: Standards like GB/T 16548 specify the technical requirements for pharmaceutical cold storage. Compliance with the Drug Administration Law and Good Storage Practice (GSP) ensures safe handling and storage of medical products.
- Temperature Monitoring Systems: Equipped with advanced temperature monitoring technology, these panels help maintain strict temperature control. Features such as real-time alarms and redundancy systems are essential to prevent temperature deviations and ensure compliance with the standards above.
The design of medical refrigeration panels aligns with these regulatory demands to ensure compliance and safety across all regions.
Differences Between Medical Cold Storage and General Cold Storage
While both storage systems aim to control temperature, those equipped with medical refrigeration panels are designed for more stringent requirements.
For instance, medical cold storage requires highly accurate temperature control (±1°C), which is essential for preserving vaccines, blood, and pharmaceuticals. In contrast, general cold storage typically accommodates broader temperature ranges for food or industrial products.
Additionally, medical refrigeration panels utilize highly durable, anti-corrosive materials like stainless steel to meet hygiene standards, whereas general cold storage often employs less expensive materials.
Furthermore, medical cold storage includes advanced backup and monitoring technologies, ensuring uninterrupted performance.

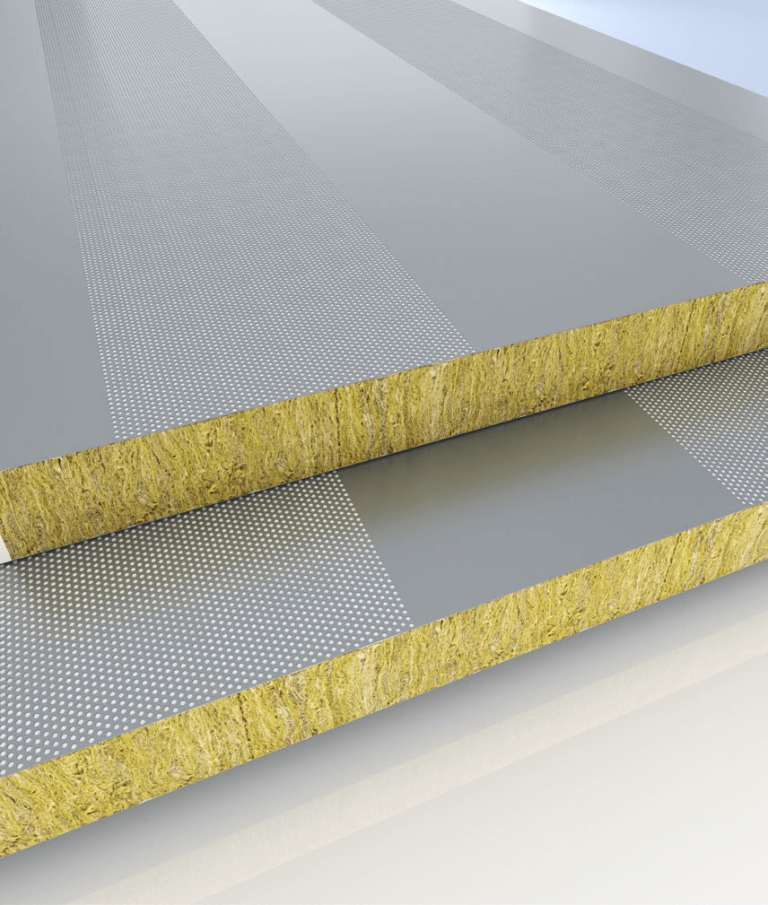
Materials Used in Medical Refrigeration Panels
Medical refrigeration panels are constructed using specific materials to ensure adequate insulation, hygiene, and durability in cold storage environments.
Insulating materials play a vital role. For example, polyurethane (PU) offers superior insulation and is commonly used in medical cold storage due to its low thermal conductivity. Other options include extruded polystyrene (XPS), solid and moisture-resistant, and expanded polystyrene (EPS), a cost-effective choice that is less robust than PU or XPS.
External materials also contribute significantly to performance. Panels often feature stainless or galvanized steel for walls and doors, providing easy cleaning, corrosion resistance, and long-lasting durability.
Regarding flooring, non-slip, impact-resistant materials like epoxy resin or PVC are essential for safety.
Lastly, sealing and fire resistance are critical. PVC sealing strips help control moisture, while fireproof coatings ensure compliance with fire safety standards.
These material choices guarantee that medical refrigeration panels meet the specific requirements of healthcare storage systems.
Tseason's Cold Storage and Cleanroom Panel Products
Tseason offers a range of high-quality cold storage and cleanroom panels designed to meet the rigorous standards required in medical and pharmaceutical settings.
Cold storage panels feature a high-density PU core, which provides exceptional thermal insulation, making them ideal for maintaining critical temperatures in medical applications. Additionally, the precision-fit design enhances airtightness, minimizing temperature fluctuations and energy loss. Customers can choose from various thickness options to suit different storage needs, including 50mm, 75mm, and 100mm. Durable surface materials, such as stainless steel and color-coated steel, ensure longevity and ease of maintenance.
On the other hand, cleanroom panels are designed for environments that require high cleanliness, such as laboratories and pharmaceutical manufacturing. These panels often incorporate fire-resistant and anti-static properties, preventing static electricity accumulation. Available core material options include PU, rock wool, or glass magnesium, offering flexibility based on specific cleanroom requirements.
Tseason's products boast several advantages. For example, the superior insulation properties reduce energy consumption in cold storage facilities. Furthermore, the company provides customization to meet unique specifications, including size, color, and additional features. Lastly, the modular design allows for quick and efficient installation, minimizing downtime during setup.
These offerings exemplify Tseason's commitment to quality and efficiency in medical refrigeration and cleanroom environments.

Key Features and Applications of Medical Refrigeration Panels
Medical refrigeration panels are designed with several key features that enhance their functionality and suitability for various applications within healthcare environments.
Hygiene and safety are paramount. The smooth surfaces of medical refrigeration panels facilitate thorough cleaning and disinfection, crucial for preventing contamination in medical settings. Additionally, materials like stainless steel resist corrosion and degradation, ensuring long-lasting performance in humid or sterile environments.
Energy efficiency also plays a significant role. The advanced insulation properties of these panels reduce energy consumption, lowering operational costs and environmental impact. This is particularly important for facilities that require continuous operation.
Another strength is the versatility of applications. These panels are used in healthcare facilities, such as hospitals, clinics, and laboratories, to store vaccines, blood products, and pharmaceuticals. They are also essential in pharmaceutical manufacturing, where strict temperature controls are necessary during the production and storage of medications. Moreover, they are ideal for research laboratories that preserve biological samples and chemicals under controlled temperature conditions.
Customization and modularity add to the appeal. Panels can be tailored to fit specific sizes and configurations, accommodating various storage needs. Additionally, the modular nature allows for easy expansion or reconfiguration of cold storage areas as needs evolve.
Overall, medical refrigeration panels' features make them indispensable for ensuring the safety and efficacy of medical products while maintaining compliance with industry standards.
Conclusion
In summary, medical refrigeration panels play a critical role in ensuring the safe storage of temperature-sensitive medical products. Their design and construction adhere to stringent standards, vital for maintaining the integrity and efficacy of items like vaccines, blood, and pharmaceuticals.
The unique features of these panels—including their exceptional insulation properties, hygienic materials, and energy efficiency—make them essential in healthcare settings. Tseason's offerings exemplify high quality and compliance with regulatory requirements, providing tailored solutions that meet the specific needs of medical and pharmaceutical environments.
As the demand for reliable medical storage continues to grow, investing in quality medical refrigeration panels is crucial for healthcare providers aiming to safeguard public health and ensure optimal product safety.